服务咨询热线:
13527902253
13527902253
一、设计方案简介
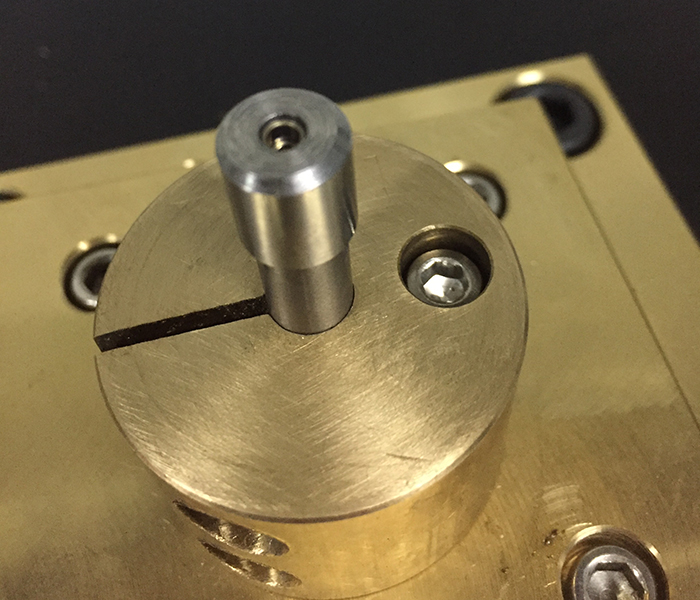
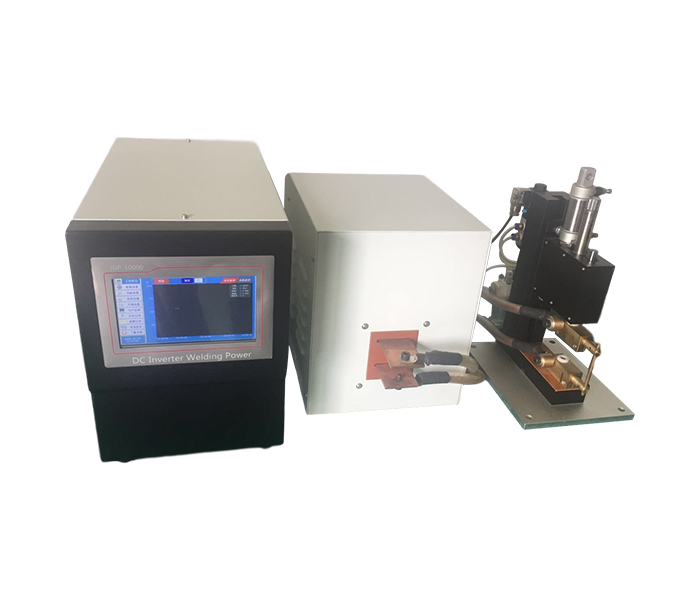
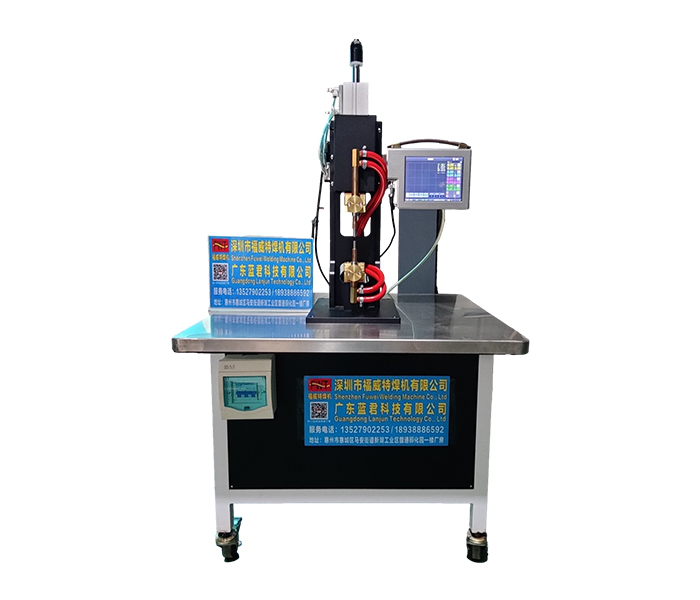
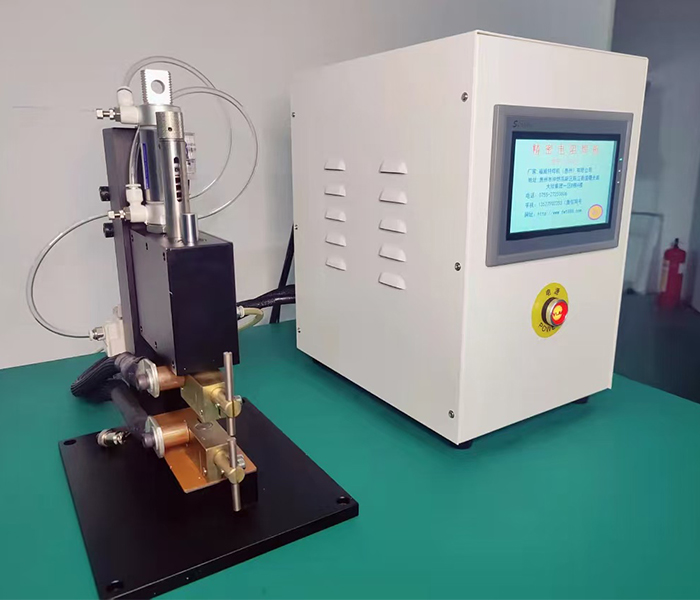
根据贵公司产品特点,设计一款性价比高的焊接设备,本方案所设计的TO46/TO56封帽储能点焊机,密封性好,本机焊接电源部分采用电容储能放电焊接,主要适用于TO46/TO56,晶体管激光二极管等大功率器件的封装焊接。传动部分采用气动加压,能保证足够的焊接压力,通过四柱滚珠模架的精确导向确保上下电极的平整度。焊接操作轻松,可靠。在电子元件行业得到广泛应用。该封帽机具有调整储能电压,充放电,气动加压,气动卸载等功能。该机采用进口可控制硅作充放电控制,动作稳定可靠、保护功能完善、工艺参数调整方便,操作安全可靠,配套真空手套及充氮保护的优点,广泛应用于封焊石晶体谐振器、单片晶体滤波器、钟控振荡器,激光二极管和温度补偿晶体振荡器、晶体管光电元件及小型热保护器,是晶体管生产企业工艺改良的首先设备。
一、设计方案简介
根据贵公司产品特点,设计一款性价比高的焊接设备,本方案所设计的TO46/TO56封帽储能点焊机,密封性好,本机焊接电源部分采用电容储能放电焊接,主要适用于TO46/TO56,晶体管激光二极管等大功率器件的封装焊接。传动部分采用气动加压,能保证足够的焊接压力,通过四柱滚珠模架的精确导向确保上下电极的平整度。焊接操作轻松,可靠。在电子元件行业得到广泛应用。该封帽机具有调整储能电压,充放电,气动加压,气动卸载等功能。该机采用进口可控制硅作充放电控制,动作稳定可靠、保护功能完善、工艺参数调整方便,操作安全可靠,配套真空手套及充氮保护的优点,广泛应用于封焊石晶体谐振器、单片晶体滤波器、钟控振荡器,激光二极管和温度补偿晶体振荡器、晶体管光电元件及小型热保护器,是晶体管生产企业工艺改良的首先设备。
工作流程:
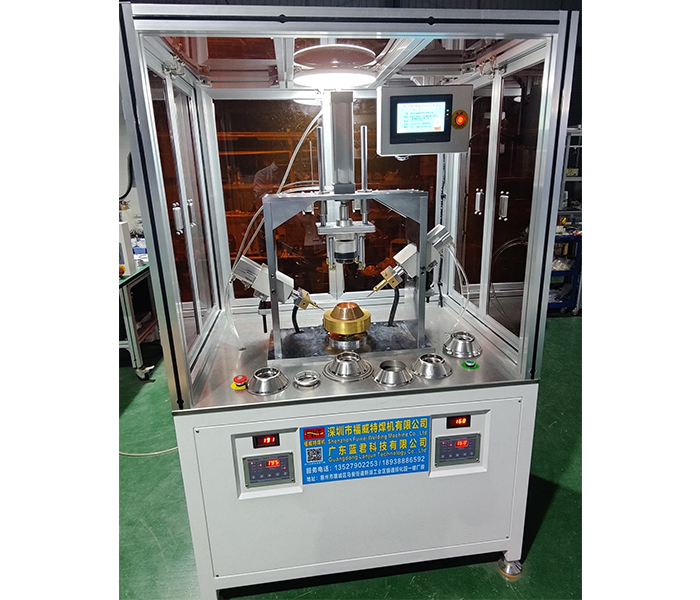
人工将工件放置在左侧的传递箱内,然后关闭左侧腔门,然后启动真空泵阀门真空抽空;再从中间的主箱内的氮气箱内打开左侧箱体左内腔门,把工件放进主箱内,在氮气的保护下进行焊接封帽; 所有的焊接完成后再打开主体箱内的右侧腔门,将焊接封帽好的TO46放进最右侧的加热箱进行加热,最后从右侧的加热箱取出完成的产品。
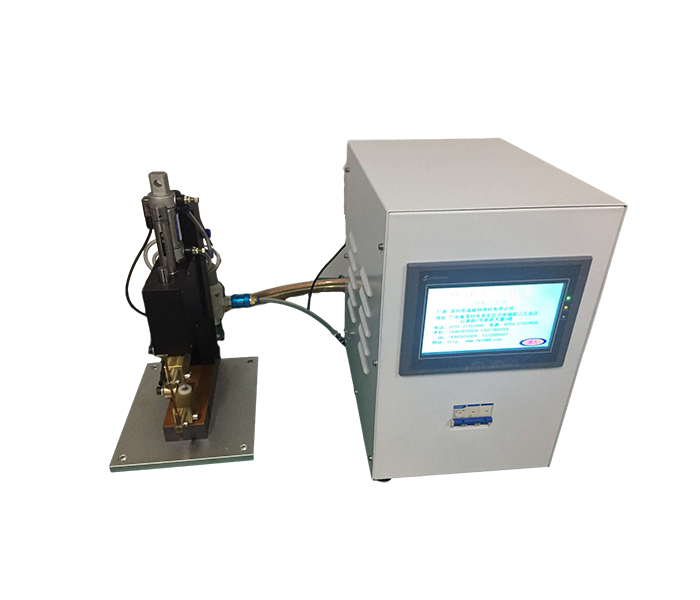
1.机身:底部支撑结构采用工业钣金制作,表面经过氧化喷涂烤漆,外观非常漂亮,且耐脏;台面上箱子采用304不锈钢焊接做成的密封箱结构,使用寿命长等优点,结构、强度足够稳定;为其他动作机构提供足够的受力支撑点及工作平台 。
2.加压机构:设计采用气缸作为加压源,由优质进口电磁阀控制。
3.焊接电源:根据产品焊接要求,设计选用的是电容储能式点焊机作为电源,确保整机焊接电流输出稳定、强劲,保证产品焊接的可靠性。
4.操作控制系统 :采用PLC控制电路,7寸的液晶触摸屏,操作简单、直观。
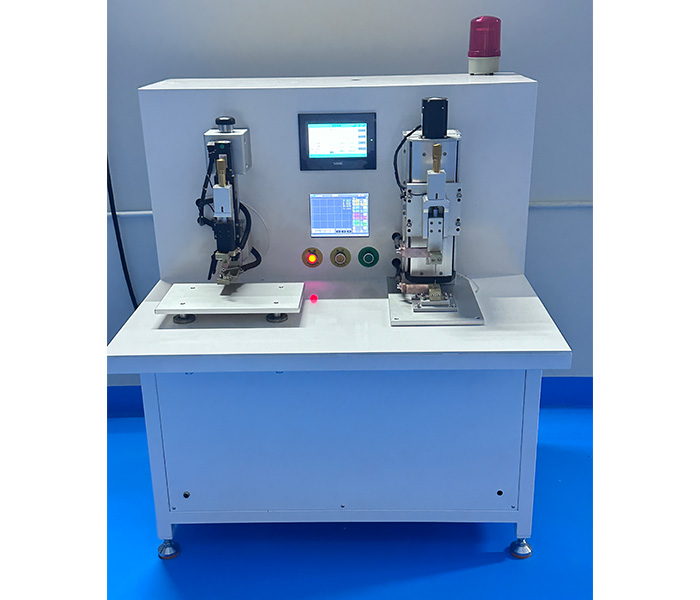
5.送料机构 :设计采用三个密封箱连接在一起的整体,左侧小箱是传递门箱(焊接工件就是先从传递门箱放工件进去,然后就会打开真空泵阀门抽掉里面的空气),中间是一个比较大的焊接密封箱,里面充满氮气,工件就在里面有氮气保护下焊接(焊接腔内的工件是由传递仓抽空后传送过来的),焊接完成所有工件后再传递到右侧的加热腔仓的箱内进行加热,最后取出焊接好的工件。
6.操制系统:PLC处理器传输各种数值,操作简单、 方便调整焊接位置、速度。
7.主要特点:
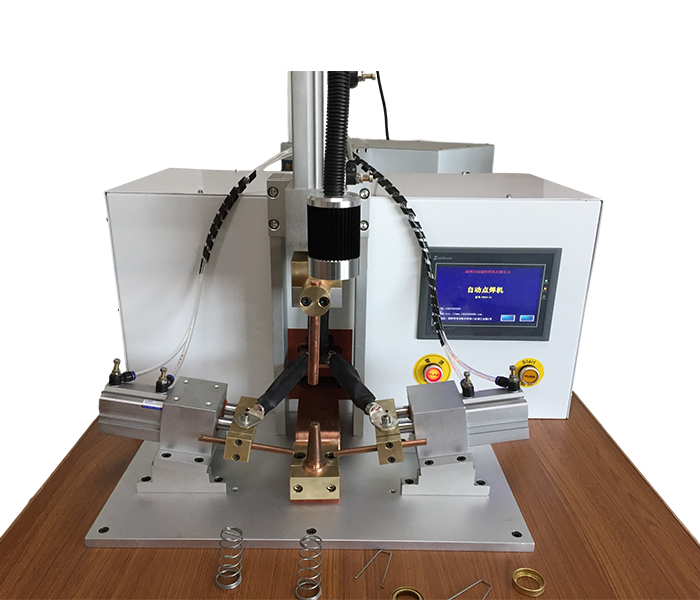
(1)四轴导柱导套机头,精度高;
(2)下电极平台X-Y可调;
(3)带露点仪,带电压检测;
(4)带加热、抽真空;
(5)全304不锈钢密封腔体
二、设备参数:
| 序号 | 项目 | 参数 |
| 1 | 焊接电源 | 3KVA |
| 2 | 输入电压 | 220V |
| 3 | 额定功率 | 3KVA |
| 4 | 电容容量 | 15000UF |
| 5 | 最大输出热量 | 1500 J |
| 6 | 焊接能力 | 黄铜1+1,晶体管封帽直径:6MM(0.8-1mm柯伐合金) |
| 7 | 最大生产效率 | 240件~600件/小时 |
| 8 | 显示屏 | 7寸 |
| 9 | 焊接机头 | 四柱导向机 |
| 10 | 可调电压 | 1-400V |
| 11 | 最大电极压力 | 3000N |
| 12 | 焊接气缸 | Ø63×50 |
| 13 | 控制系统 | PLC控制 |
| 14 | 焊接方式 | 人工上下料焊接 |
| 15 | 整机重量 | 400KG |
| 16 | 额定气源压力 | 0.6MPa |
| 17 | 真空仓真空度 | -0.08 MPA |
| 18 | 主腔体压力值 | -0.01~-0.1MPA |
| 19 | 密封箱装腔体 | 304不锈钢材料 |
| 20 | 焊接变压器 | 国标T2纯紫铜 |
三、设备用料:
| 序号 | 项目 | 品牌 | 产地 |
| 1 | 可控硅 | 西门康 | 德国 |
| 2 | 触摸屏 | 显控 | 中国 |
| 3 | 气缸 | AIRTAC | 中国台湾 |
| 4 | 电磁阀 | AIRTAC | 中国台湾 |
| 5 | 节流阀 | AIRTAC | 中国台湾 |
| 6 | 感应器 | 欧姆龙 | 日本 |
四、设备制造标准
1.设备结构设计合理,着力平衡,表面无锐边尖角,旋转部件有防护罩,使用耐涂料烤漆,颜色以本公司标准,(颜色可按要求定制)。
2.设备有防触电保护功能,电线无裸露,所有线束、气管等排布整齐美观,性能标准符合标准,通用性强、精度高、性能可靠。
3.定位工装夹具拆装方便,牢固可靠。
4.保证每天连续工作20小时。
5.机构控制系统、电气控制系统,动作灵敏,性能稳定,操作简单、安全,有急停和防误操作功能。
6.设备参数设定有安全锁,防止人员随意修改。
7.装置名称,各开关动作标注标识等。
8.《电阻焊设备的额定值与运行条件》 GB/T8366-2008。
9.《电阻焊机的安全要求》 GB/15578-2008。
10.《电阻焊机的控制器通用技术条件》 JB/T10110-2008。
11.《固定式点、凸焊机》 JB/T10101-2000。
12.《电阻焊机变压器通用技术条件》 JB/T9529-2008。
五、安装场地及调试购方准备事宜
1.配电盘、电源线。
2.设备连接工作、地线设置工作(水、电、气到工作站安装位置),一次电源到达设备安装现场,电源220V。
3.装、卸设备所需辅助吊装设备。
4.施工、调试用工件等需方提供试件进行试焊(具体数量另行商议)。
5.在安装调试期间,制造方对需方技术人员、操作人员、维修人员进行机器操作、保养、机械电器维修、使用注意事项,安全等方面技术培训。
6.其它未尽事宜。
六、设备技术协议概况
1.若执行设备技术协议过程中有增减或变更项目,双方可以在中标价的原则基础上另行确定。
2.技术协议、有效报价书、购置合同共同组成采购合同文件,合成具有同等法律效力。
3.技术协议不产生任何费用。
七、服务及执行要求
1.技术协议执行:甲、乙双方严格根据技术协议所列技术项目进行设备制造,交付,调试,验收。中途甲乙双方如遇技术瓶颈事项,任何一方可向对方提出技术协议修订,以达成共识并执行。
2.技术协议作为设备构成指标,合同执行完毕,技术协议同时执行完毕,作为设备验收依据,甲乙双方按技术协议和合同要求共同作为设备验收标准进行验收,甲方签收验收报告。
八、售后服务
免费维保一年,非人为损坏,免费维修, 对自然灾害,操作不当的损坏,视情况收费,费用另议。终身维护,设备有故障时,接报修报告后省内48小时内维修员到达现场。






XYZ三轴自动点焊机

三轴自动点焊机
SPW-A50K电子脉冲式点焊机
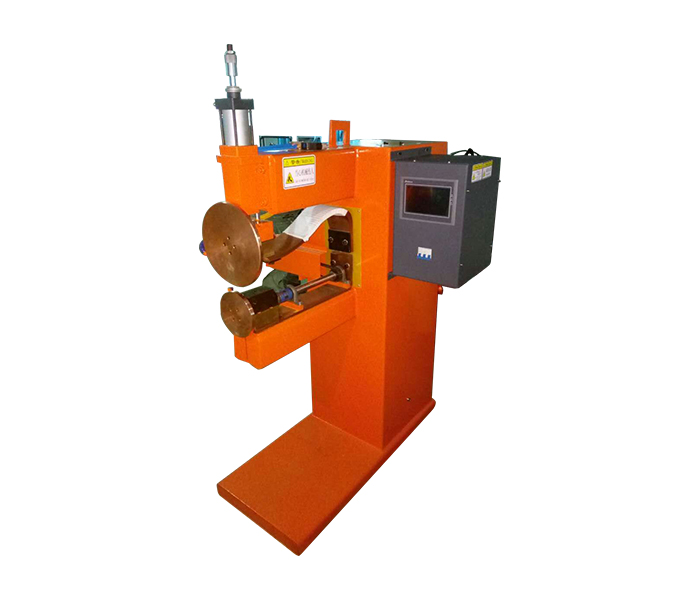
FWT-60中频逆变式滚焊机
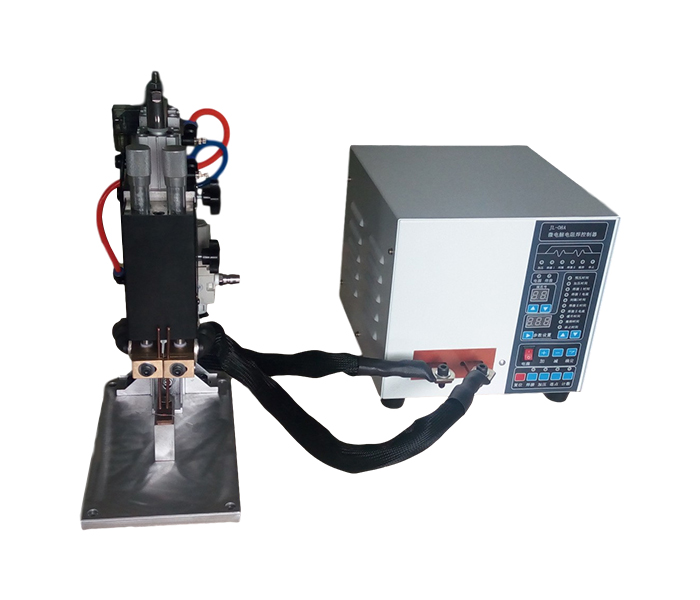
JL-08A微电脑电阻焊机

移动式点焊机电源

直线自动点焊机
YJD-10AL逆变直流点焊机

自动焊锡点焊机

FWT-20000中频逆变点焊机(风冷型)

FWT-20000中频逆变点焊机(水冷型)

逆变直流焊机电源
YJD-15AL中频逆变点焊机

SAW-DII电容储能式螺柱焊机

CP-101电容式点焊机

SCW-3000电容式(直流)点焊机

TO46晶体管封装点焊机

屋面手持便携式自动滚焊机
便捷式点焊机YJD-20

不锈钢滤网直线点焊机
弹簧点焊机

电容式点焊机CP-6CA

点焊机

电容式点焊机电源SP-330

电阻排焊机

钉书机打孔机专用点焊机
高频电池点焊机
逆变直流点焊机

全自动螺柱焊机

手握式点焊机
双头移动胸扣点焊机

台式精密点焊机

微电脑精密电阻焊机

直线电阻焊机

中频对焊机

中频逆变点焊机FWT-40KA
高频逆变直流碰焊机
中频逆变点焊机
过滤网盘自动点焊机

滤网自动点焊机
滤网直线点焊机

滤网底盖自动点焊机

滤网全自动点焊机

中频逆变点焊机
精密电阻焊机
精密电阻焊机
电容式储能点焊机

滤网直线点焊机
滤网直线直流点焊机
双工位伺服点焊机
小型卷圆机

滤网成型自动点焊机
 手机:13527902253(蓝天)
手机:13527902253(蓝天)
 电话:13527902253
电话:13527902253
 邮箱:1372000437@qq.com
邮箱:1372000437@qq.com
 地址:惠州市惠城区马安街道新湖工业童欣工业园区B栋4楼
地址:惠州市惠城区马安街道新湖工业童欣工业园区B栋4楼

手机网站

微信公众号
 您的位置:
您的位置: